ベルトコンベヤの稼働状況をAEで診断しましたので、診断結果を御紹介致します。
ベルトコンベヤは低速回転の設備であり、従来から振動法などによる診断は困難でした。これに対し、AEは亀裂や摩耗により発生します。異常が進行すれば、低速回転の設備でも回転数の影響を受けることなく故障の進行を検出することができます。
ベルトコンベヤ診断結果
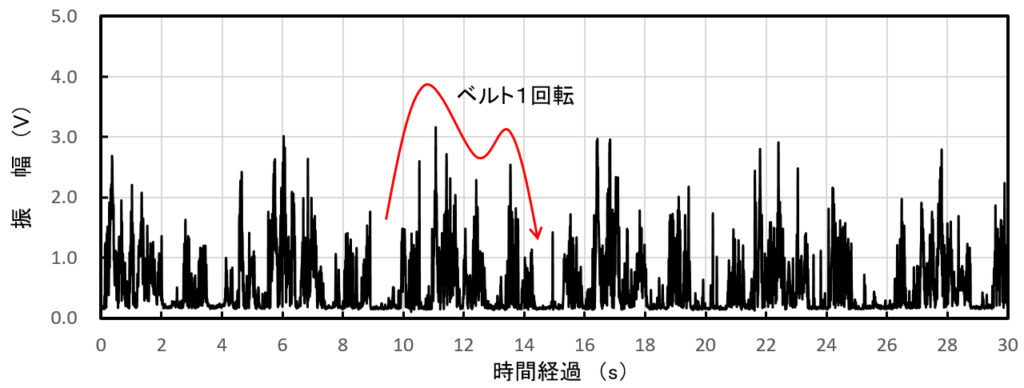
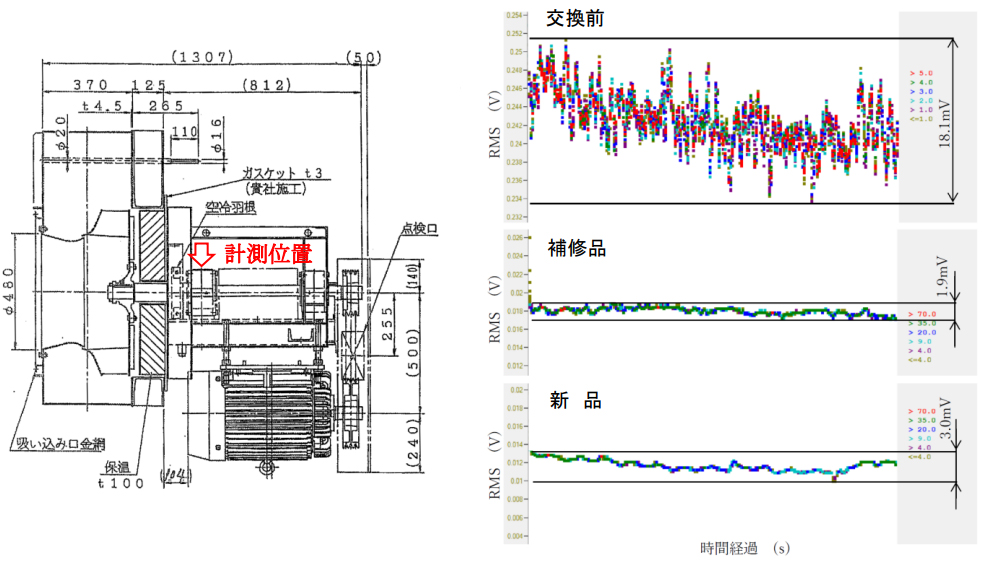
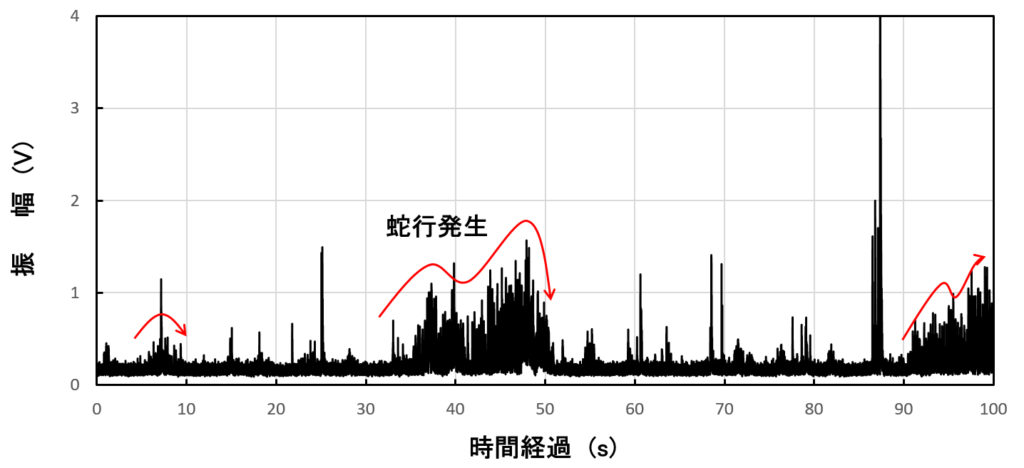
下記に、今回の検査対象であるベルトコンベヤで測定したAEの振幅の変化を示します。AEセンサはコンベヤの中央部の軸受の軸受箱に設置しています。AEの振幅が大きく上昇し、持続時間の長い連続的な信号が発生しています。すなわち、摩耗現象であることが推測できます。
設備点検結果
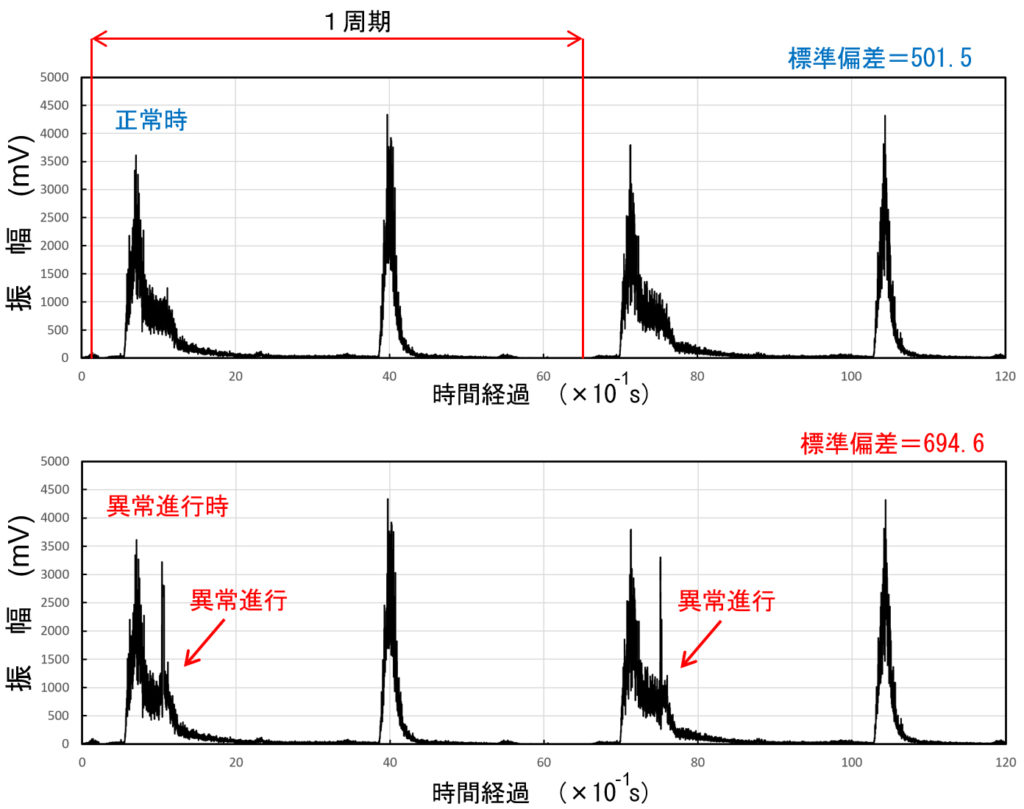
設備の稼働とAEの変化を観察したところ、ベルトコンベヤが蛇行した時にAEの振幅の上昇が観察されました。蛇行により、軸受にアキシャル方向の応力が働き、軸受に異常な摩耗進行が生じてAEの振幅が上昇したと考えられます。
より詳細な評価結果を御用意しています。当社セトラのホームページ「設備診断」を御覧下さい。