新着情報として、私どもSETLaのAE(アコースティックエミッション)の学会や業界などでの活動状況や、現場のAE計測で得た技術情報(お客様から発表の許可を頂いた情報)、新製品の開発情報などを投稿しています。また、当社の情報だけでなく、各社のAE計測装置やAEセンサ、アクセサリなどの新製品情報、さらに不具合情報、製品の廃番情報なども含めいち早くお知らせしています。ホームページ内の「基礎知識」や「設備診断」なども合わせて御覧下さい。
学会、技術書の新着情報
さらに新着情報として、機械学会や非破壊検査協会、日本トライボロジー学会などの学会発表や講習会などの行事情報、株式会社新樹社のトライボロジーや日本工業出版社の検査技術、配管技術などの技術書に関する情報もお知らせします。

講習会、展示会の新着情報
学会などで実施される講習会や勉強会の情報や、メーカーや商社などが開催する展示会や勉強会の新着情報をお知らせ致します。また、当社セトラでは、ご希望があれば、個別に講習会を開催させて頂きますのでご連絡下さい。
AE装置、AEセンサの開発希望
AEの計測や診断に関する疑問やご質問があれば、御遠慮なくご連絡下さい。当社セトラでは、AEの計測に役立つ新しい製品や手法も、どんどん開発していきたいと思っています。ご希望の製品や、開発したいアイテムなどがあるようでしたら、ぜひ当社に御提案下さい。
- メカニカルシールの診断技術および防爆型AEセンサの販売開始
AEを使用したメカニカルシールの損傷診断技術をダイキン工業様のご協力を得て開発に成功致しました。また、本技術を防爆環境で使用できる防爆型AEセンサとAE計測システムを開発し、販売を開始しました。

化学業界をはじめ、撹拌機などの回転部分に使用されているメカニカルシールは、損傷が進行すると内容物の漏れが発生して設備の停止に至る場合や、内容物によっては爆発の危険性があります。SETLaでは、ダイキン工業様のご協力を得て多数の実機のメカニカルシールの劣化状況とAE挙動の関係を把握し、メカニカルシールの劣化と漏れ発生を予測できる技術の開発に成功しました。 さらに、化学プラント等では火災、爆発の危険性が高い「防爆」エリアが多いことから、防爆エリアで使用できる防爆型AEセンサと無線でデータを転送できる防爆型AEシステムを開発しました。
- 配管技術研究協会誌に解説
配管技術研究協会から発行されている配管技術研究協会誌のVol62のNo.2に「アコースティックエミッションによる設備診断」と言うタイトルで解説が掲載されました。内容は、アコースティックエミッションを応用した配管の診断技術の紹介で、内容は下記となっています。

まず、AEと言う技術を初めて耳にする方のために、「AEの基礎知識」について説明しています。次に、「配管のき裂進行と進行位置の評価」について説明し、さらに「配管の腐食進行と進行位置の評価」と「配管の漏洩と漏洩位置の評価」、「配管の閉塞の評価」について説明しています。また、検査方法だけでなく、検査を実際に実施すのに必要な検査機器についても「AE検査装置」として説明しています。AEによる配管の検査にご興味のあるかたは、ぜひご覧下さい。
AEを利用した配管の診断方法は各誌で色々と紹介されていますが、本解説では、AEをはじめて使用する皆さんにも分かりやすく、さらに各応用方法をひとつにまとめて解説していますので、御理解しやすいと思います。。配管についてや、その他の構造物の設備診断についてご興味のあるかたは「構造物診断」もご参考にして下さい。
- ベルトコンベヤの設備診断
ベルトコンベヤの稼働状況をAEで診断しましたので、診断結果を御紹介致します。
ベルトコンベヤは低速回転の設備であり、従来から振動法などによる診断は困難でした。これに対し、AEは亀裂や摩耗により発生します。異常が進行すれば、低速回転の設備でも回転数の影響を受けることなく故障の進行を検出することができます。ベルトコンベヤ診断結果
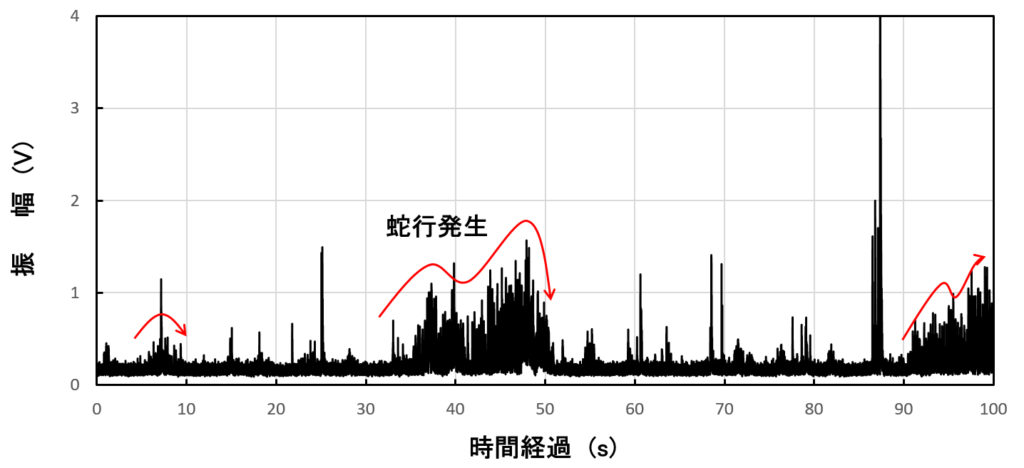
下記に、今回の検査対象であるベルトコンベヤで測定したAEの振幅の変化を示します。AEセンサはコンベヤの中央部の軸受の軸受箱に設置しています。AEの振幅が大きく上昇し、持続時間の長い連続的な信号が発生しています。すなわち、摩耗現象であることが推測できます。
設備点検結果
設備の稼働とAEの変化を観察したところ、ベルトコンベヤが蛇行した時にAEの振幅の上昇が観察されました。蛇行により、軸受にアキシャル方向の応力が働き、軸受に異常な摩耗進行が生じてAEの振幅が上昇したと考えられます。
より詳細な評価結果を御用意しています。当社セトラのホームページ「設備診断」を御覧下さい。
- チェーンの故障診断
チェーンの故障診断の依頼があり、AEによる検査を実施しましたので紹介致します。チェーンはさまざまな設備で使用されていますが、特にコンベヤーなどの低速回転設備で使用されることが多く、診断方法としては振動法がよく使用されています。しかし、振動法では損傷が大きくならないと診断ができず、また、亀裂の進展による切断などは、原理的に検出できません。これに対し、AEは亀裂や摩耗によって発生します。したがって、低速回転設備においても、回転速度に影響を受けることなく異常が進行さえすればAEは発生し、また亀裂の進行も評価できます。
診断結果
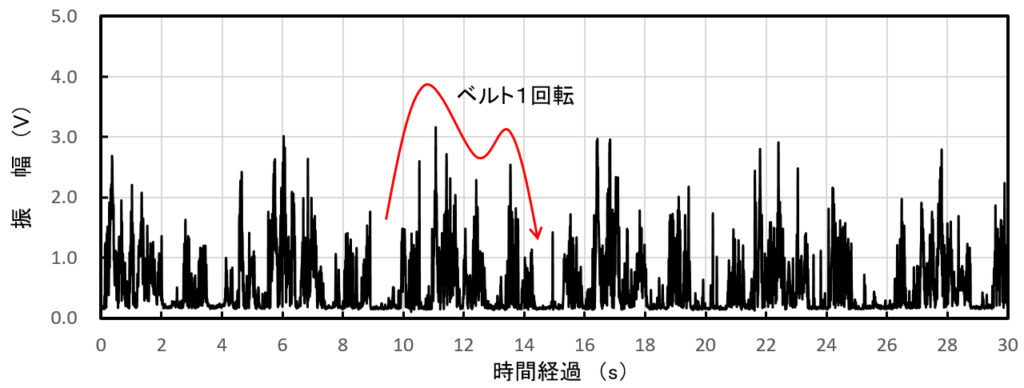
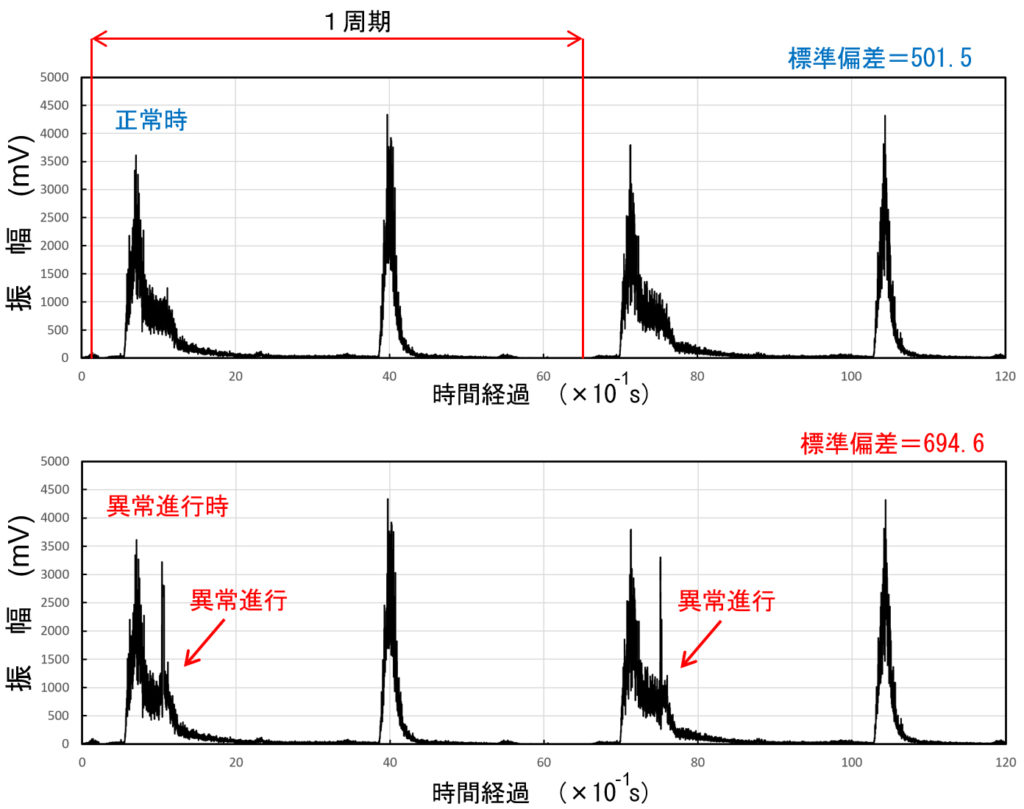
下記に、AEの診断結果を示します。下記は、軸受部にAEセンサを取り付けて、チェーンで発生するAEを、軸受を介して計測しています。下図はAEの振幅の変化を示しますが、周期的にAEが変化しています。この1周期は、チェーンの1周する周期に一致し、チェーンとスプロケットの噛み合いによって発生していると考えられます。したがって、振幅の変化はチェーンの状態を示し、振幅が大きい部分は摩耗などの損傷が進行していると考えられます。
設備点検結果
本検査では、対象機器の点検を実施した結果、チェーンのグリース量が少なく偏摩耗を生じていて、AEの結果と一致していました。なお、本検査対象はチェーンでしたが、もちろんベルトでも同じように評価することができます。
より詳細な評価結果を御用意しています。当社セトラのホームページの「設備診断」を御覧下さい。
- 試験機の製作
試験機を製作させて頂きます。当社セトラでは、アコースティックエミッション(AE)の計測器の販売や計測サービスをご提供させて頂いていますが、これに関係して材料試験機などの試験機の設計や製作の御相談も多く、数多くの特注の試験機の設計、製作、開発を行ってきました。この経験をもとに、お客様のご要望に応じた試験機を製作させて頂きます。試験機は、株式会社米倉製作所など専用メーカーと共同で製作致します。
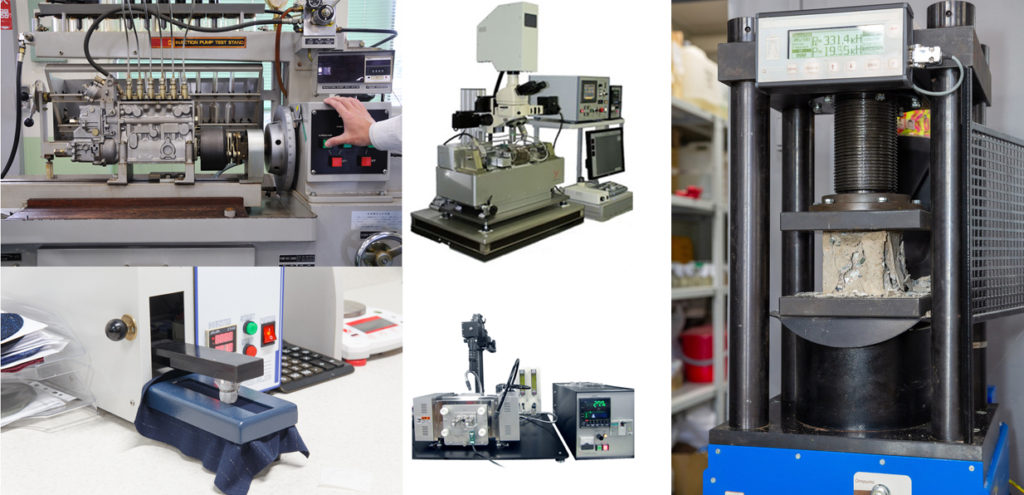
製作例
特殊材料試験機、軸受ラジアル疲労試験機、摩擦摩耗試験機、落下衝撃試験機、高速捩り疲労試験機、クリープ試験機、プーリー疲労試験機、スラスト摩擦摩耗試験機、泥水耐久試験機、ホイール回転曲げ試験機、ドラム耐久試験機、高温観察装置、家具(椅子、キャスター、机など)強度試験機、太陽電池セル試験機などなお、もちろん製作した試験機にAE計測装置を取り付けて、亀裂や摩耗の進行をオンラインで監視することができます。試験機の動作をAE計測装置に取り込んだり、同期させたり、AEの挙動でアラームを発報したり試験機を停止したりすることも可能です。
試験機の製作、開発の御相談は、当社「お問合せ先」まで御遠慮なくご連絡下さい。
- ウェーブガイド
高精度なウェーブガイドの販売を開始しました。ウェーブガイドのガイド(棒の部分)のAEセンサ取り付け部の端面を、ガイド組立後にAEセンサ取り付け部と一緒に切削してAEセンサの接触面との平行精度をできるだけ高くするように製作しています。これにより、ガイドとAEセンサとの接触面積が大きくなり、AEセンサ取り付け時の感度の向上と、安定性が向上しています。また、AEセンサの固定部は絶縁塗装していますので、AEセンサの外面からの電気ノイズの混入も心配することもなく安心してご使用頂けます。ウェーブガイドは、安易に製製作すると感度が大きく低下します。本製品をご使用頂くと、どなたでも安心して高温部のAEを検出することができます。
SAE-WG-H
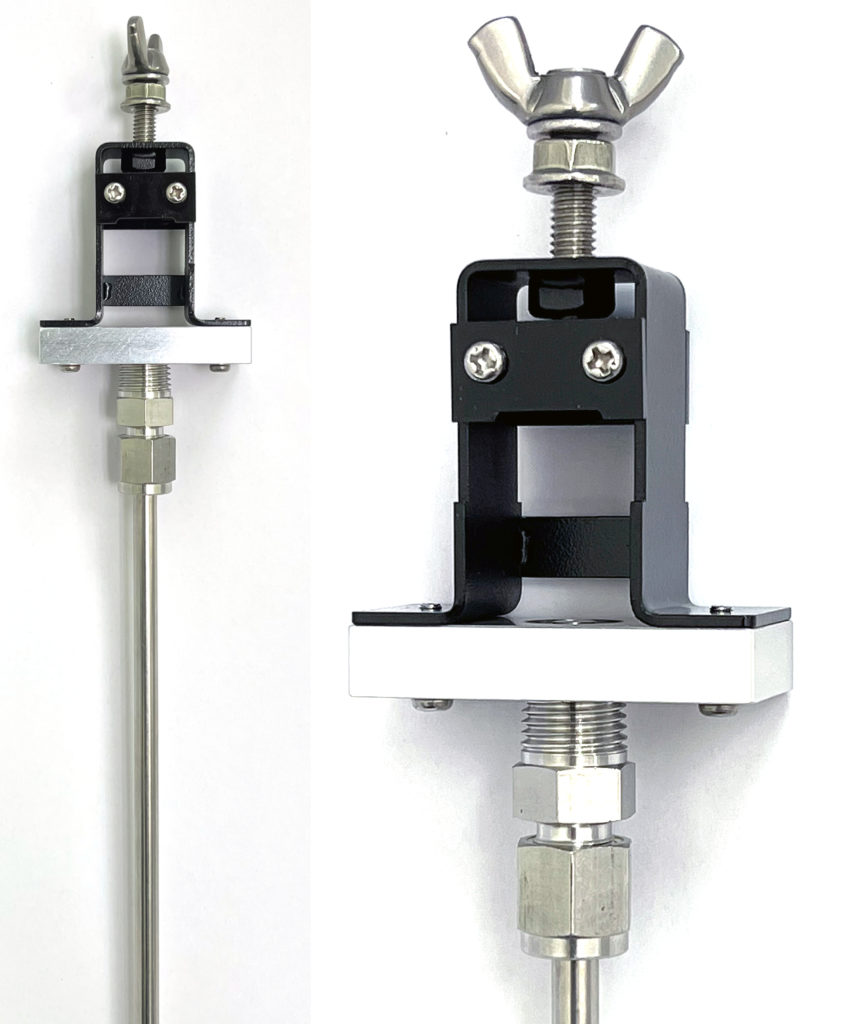
ウェーブガイドの直径は6mmで、長さは標準で250mmを御用意しています。また、標準で御用意しているウェーブガイドの材質はステンレスですが、さらに高温の場所で使用される場合には、温度特性にすぐれたセラミックスでも製作が可能です。御発注時には、ウェーブガイドの材質と長さをご指定して下さい。
なお、本製品は、直径が20.5mmのAEセンサまで使用できます。さらに大きな直径のAEセンサを使用される場合や、特殊な材質や形状のウェーブガイドや取り付け治具が必要な場合には、特注で製作させて頂きます。ぜひセトラに御相談下さい。
セトラのホームページ「AEセンサ」もご参考にして下さい。
- ダイヤフラムポンプ故障診断
き裂や摩耗が進行する時に、AEが発生します。ダイヤフラムポンプでは、ダイヤフラム、弁、シャフトなどの部品が規則的に動作しています。したがって、各動作に対し微細でも摩耗やき裂が進行し、すなわちAEが常に発生しています。
下記に実機で計測したAEの振幅の挙動を示します。各部で生じる摩耗によりAEが発生し、規則的に繰り返されていることが分かります。部品に異常が発生すると、いつもと異なるAEが発生し、異常の進行程度によりその大きさは変化します。また、異常の進行により動作に変化が生じると、AEの発生間隔などAEの発生パターンに変化が生じます。このAEの大きさや発生タイミングの変化を評価することで、ダイヤフラムポンプの異常を診断することができます。変化の評価方法は色々ありますが、下記では標準偏差を求めています。本技術は、ジャパンマシナリーでも取り扱って頂いています。
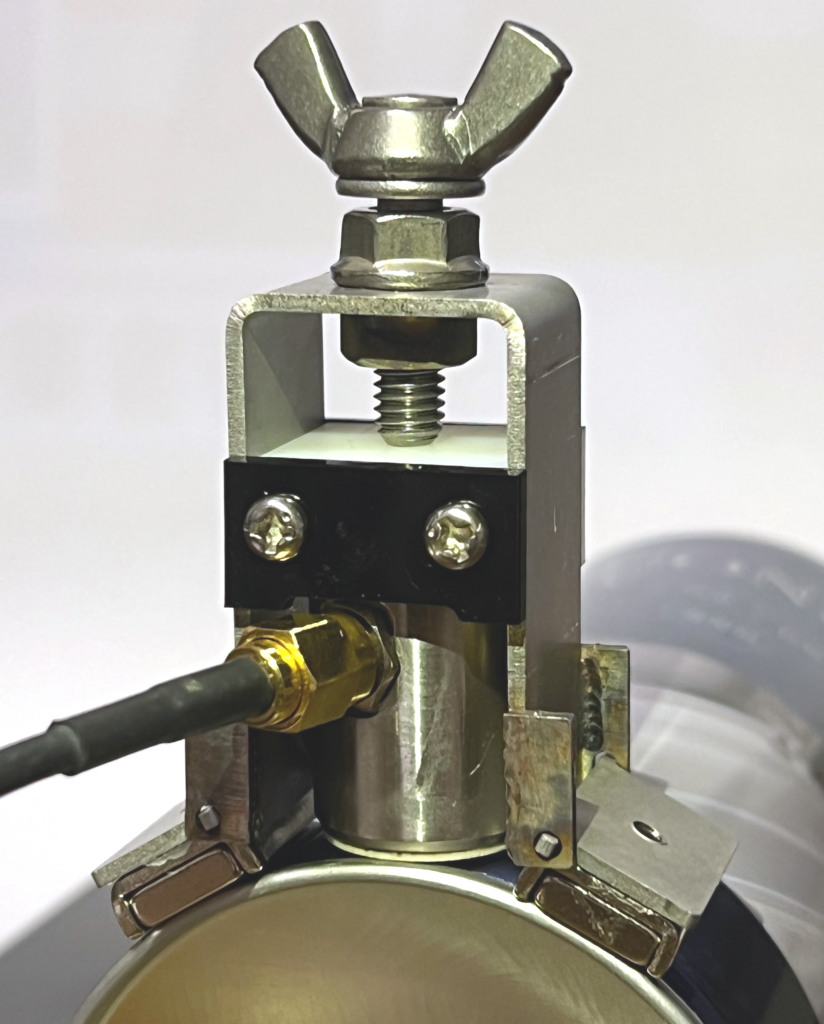
- マグネット固定治具
マグネットが使用できる計測対象に対し、AEセンサをマグネットで固定できるマグネット固定治具です。本製品は、小型化を考慮して製作しましたので、取り付けスペースも小さくなります。本体は絶縁塗装してあります。したがって、AEセンサに特別な絶縁対策は不要です。直径20.5mmのAEセンサまで使用できます。これ以外にも、曲面用も御用意しています。
セトラのホームページ「AEセンサ」もご参考にして下さい。

SAE-MGH
本マグネット固定治具で使用できるAEセンサは、直径20.5mm 高さ最大32mm。マグネットは長さが20mmと30mmの2種類が選択可能です。スペースと必要強度に合わせて、選択できます。
本製品は、磁石をねじ止めしています。磁石を外して金属ブロック等に変更すれば接着治具としてもご使用できます。また、計測対象にネジ加工が可能なら、磁石取付部のネジを利用することで固定することができます。
さらに大きな直径のAEセンサを使用される場合や、特殊な取り付け治具が必要な場合には、特注で製作させて頂きます。ぜひセトラに御相談下さい。 - 米倉製作所AEEDY販売開始
米倉製作所AEEDY販売開始。株式会社米倉製作所のAEEDYは包絡線検波を高速に処理して表示するシステムです。米倉製所は、引張試験などに使用する材料試験機では日本トップクラスの会社です。材料試験機CATYシリーズは有名で、特に高温試験機は特に優れていて、加熱と同時に表面観察することが可能です。
セトラでは、共同で材料試験機の販売、製作、開発、試験機の校正を行っています。また、AE関連の試験だけでなく、材料試験などについては、試験メーカーであるコベルコ科研様や日鉄テクノロジー様と共同でお受けすることができます。
計測装置については、「計測装置」もご参考にして下さい。

AEEDYは、AEの信号をアナログ回路で包絡線検波処理し、処理した包絡線検波信号を高速にサンプリングして表示するシステムです。包絡線検波の波形収集に特化したシステムで、波形の任意位置に判断範囲GATEを設定して、設定したGATEのAEのエネルギー、振幅等が設定値を越えた時にアラームを発報することができます。
- 低ノイズプリアンプ仕様
低ノイズプリアンプの仕様をお知らせします。本プリアンプのノイズの評価は、40kHz〜2MHzと言う広帯域において低ノイズを実現しています。他社品で低ノイズとして販売されているプリアンプは、評価する周波数範囲を限定することで低ノイズを達成していますが、本プリアンプは上記のように広帯域で低ノイズを達成しています。本プリアンプの利得は26dBですが、特注で異なる利得にも対応させて頂きます。広帯域で低ノイズプリアンプをお探しの方はぜひご検討下さい。なお、別売りのプリアンプ電源を利用して本製品に電源を供給すると、オシロスコープなどの波形観察装置を接続することにより、簡単に、そして安価にAE信号が観測できます。
ホームページの「AEセンサ」もご参考にして下さい。本製品は、インターマインドと共同で製作したものです。
電源電圧:4V〜7V
周波数特性:40kHz〜2MHz(-3dB以内)
入力形式:不平衡片線設置
入力インピーダンス:10kΩ±10%
利得:26dB±1dB
入力換算雑音:5μVrms以下
最大出力電圧:2Vp-p(@5V電源)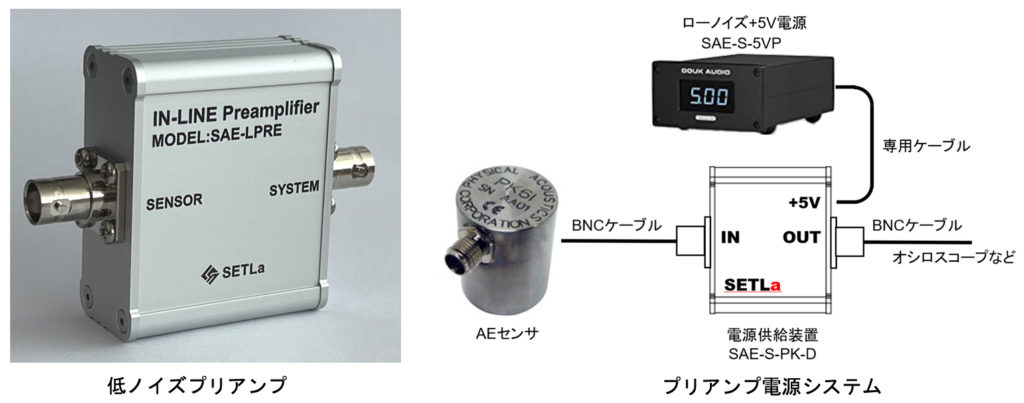
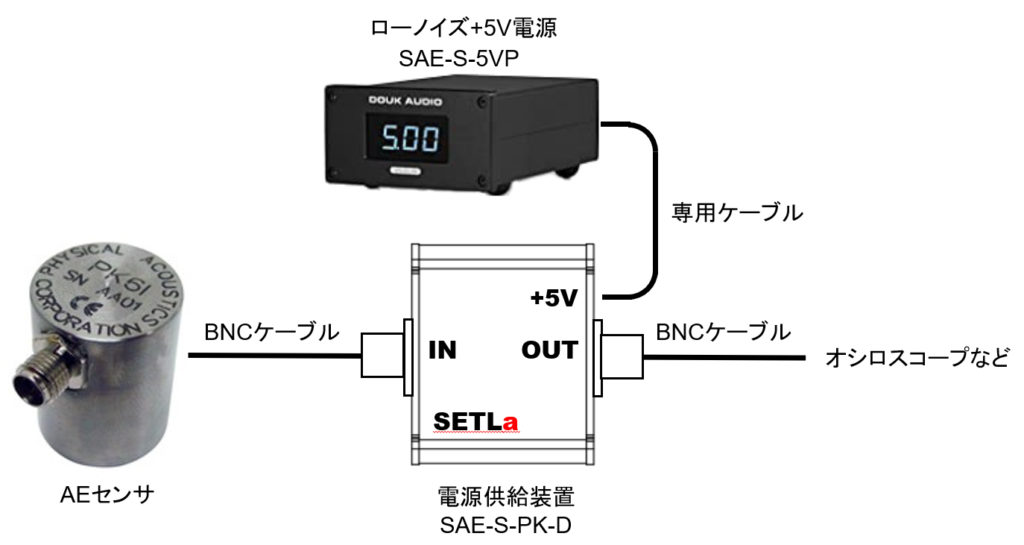
- AEプリアンプ用電源
AEプリアンプ用電源の販売を開始しました。AEセンサのプリアンプに、計測装置がなくても、本プリアンプ用電源からプリアンプへ電源を供給することが可能です。また、お客様が使用している計測装置において、他社の電源電圧の異なるプリアンプ内蔵型のAEセンサやプリアンプを使用したい場合でも、本装置で電源供給すれば使用することができます。本装置の接続例を下記に示します。電源電圧は5V(フィジカルアコースティクス)、15V(NF回路設計ブロック)、20V(フィジカルアコースティクス)の御用意ができます。多CHでご使用したい場合でも、ご要望にお応えしますのでご連絡下さい。本装置は、AEの専用計測装置だけでなく、オシロスコープなどの波形観察装置を接続すれば、簡易的にAEの計測が可能となります。なお、電源は当社で御用意していますが、低ノイズの電源であれば、お客様で御用意して頂いて構いません。もちろん、電池でも駆動することができます。
セトラのホームページの、「AEセンサ」もご参考して下さい。
- 低ノイズAEプリアンプ
低ノイズAEプリアンプの販売を開始しました。本製品は、低ノイズでありながら、価格も低く抑えています。AEセンサのケーブルの長さを延長したいようなアプリケーションの場合には、AEセンサの後にプリアンプを接続して増幅し、ケーブル長に対応できるようにします。プリアンプは各社によって駆動電圧が異なるために、使用する計測器のメーカーに合わせてプリアンプを選択する必要があります。本AEプリアンプは、電源が5V系の低ノイズのプリアンプです。5V系のプリアンプは、フィジカルアコースティクスから販売されています。フィジカルアコースティクス製のプリアンプは、非常に低ノイズで駆動できるケーブル長も長く、性能は非常に高いのですが、価格が非常に高く、また輸入品であるので入手性に問題が発生する場合がありました。本製品は、フィジカルアコースティクス製のプリアンプと比較して約1dBほどノイズが高く、駆動できるケーブル長もフィジカルアコースティクス製と比較して半分の100mですが、実用上は問題はありません。
- AEセンサ取り付け治具曲面用
曲面にAEセンサをマグネットで取り付けるAEセンサ取り付け治具の販売を開始しました。AEセンサの取り付け面が平面でなく、R面であることがよくあります。このような場合には、通常のマグネットホルダではマグネットの接触部が線接触となります。そのため、AEセンサの固定力が小さくなってしまい、AEセンサの保持力が不安定となってしまいます。本AEセンサ取り付け治具は、マグネット部が可動式になっています。接触部は線接触ですが、設置対象へのマグネット全面の距離が最短となり、磁力による固定力がUPします。なお、本製品はステンレスで製作されています。さらに、下記の写真は未塗装ですが、実際の製品は絶縁塗料で塗装されています。治具本体が絶縁されているので、AEセンサの外面からのノイズ混入対策としてAEセンサ側に絶縁処理は不要です。
当社では、本製品だけでなく、特殊なAEセンサの固定治具や、特殊な材質の固定治具など、お客様のご要望にあったAEセンサ取り付け治具を設計、製作致します。ご希望があればご遠慮なくご連絡下さい。
セトラのホームページ「AEセンサ」もご参考にして下さい。
SAE-MGHR
左右のマグネットがヒンジ構造で可動する構造です。曲面に沿って固定され、AEセンサを安定して固定することができます。曲面のRによっては、寸法が合わない場合がありますので、ご購入時に、設置したい曲面のRを御連絡下さい。
- AE校正装置販売開始
AEセンサの取付状態を確認できるAEセンサ設置校正装置を開発し、販売を開始します。従来、AEセンサの設置状態は。シャープペンシル法やパルサで基準信号を発生させる方法が行われています。これらの方法では、発生した模擬AE信号をAEセンサに接続した計測器で観察するので、2名の作業が必要でした。本装置は、模擬信号の発信だけでなく、設置したAE信号の出力値を計測することが可能ですので、1名でAEセンサの設置状態を確認できます。本装置は、フィジカルアコースティククスやNF回路設計ブロック、富士セラミックスなど、各社のプリアンプの電源電圧に対応しています。
セトラのホームページ「AEセンサ」もご参考にして下さい。

AEセンサは、電圧を与えると、持っている共振特性のAEが発生します。この校正装置は、AEセンサを2V、5V、10V、20Vの電圧で駆動して模擬AE波を出力します。さらに、本装置は各社のAEセンサを接続して模擬AE波の最大振幅を計測することができます。この機能により、AEセンサの取り付け状態やAEセンサの健全性の簡易評価を行うことができます。
- ポリテクセンター中部AE講習会近づく
ポリテクセンター中部で行われるAEの講習会が、10月と近づいてきましたので、申し込みがまだな方は急ぎお申込みをお願い致します。講師は、メンテクノオフィスの井上紀明様と、当社SETLaの西本が担当します。講習の主な内容は下記になります。
①AEの発生原因やAEの伝搬など、AEに関する基礎知識
②AEセンサの選択、AE装置の選択など、AE計測をはじめるための基礎知識
③AEセンサの取り付け位置や設置方法、取り付け後の校正方法、設置時の注意事項、計測装置の取り扱いなどの計測時の基礎知識
④AEパラメータの意味と、計測されたデータの評価方法
⑤実際の計測器を使用して、材料試験やドリル加工時のAEを実測
詳細は、ポリテクセンター中部のコース番号M6061をご参考にして下さい。
ポリテクセンター中部でAE講習会 当社では、個別のAEの講習会もお受けさせて頂いています。ご希望の講習時間や講習内容で対応させて頂きます。
- マルチプレクサ販売開始
本機に接続したAEセンサを8CH切り替えのできるマルチプレクサ(AEセンサの切り替え装置)です。本機に接続した8CHのAEセンサを切り替えて、切り替えたAEセンサの出力をAE計測器に接続します。多CHの計測が必要で、同時のAE計測や常時監視のいらいない計測対象に使用できます。制御に使用するインターフェースは5V仕様のRS232C信号で、CH番号をRS232Cで指示するだけでAEセンサを切り替えることができます。プリアンプ内蔵型のAEセンサやプリアンプが使用できるように、プリアンプへの供給電源+5Vの電源出力が可能です。本装置は、藤村クレストより供給を受けて販売しています。藤村クレストのFCAS-M101には、本マルチプレクサを制御できるソフトが標準で組み込まれていて、計測時間と切り替え間隔を指定してAEセンサを切り替えすることができます。本装置は8CHの切り替えですが、さらに多CHのAEセンサの切り替えが必要であったり、プリアンプ用の電源電圧の変更がいるような場合などでも対応できますので、御相談して下さい。
当社セトラのホームページ「計測装置」もご参考にして下さい。
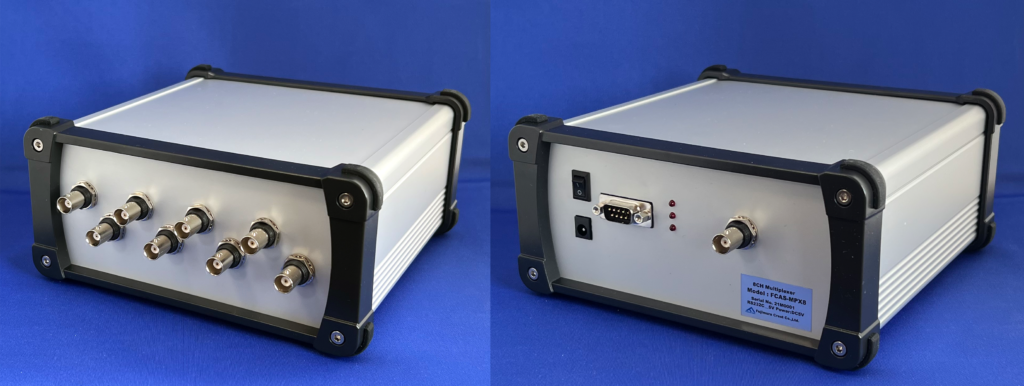
マルチプレクサ SAE-MPX8CH - レンタルを開始
レンタルを開始しました。AE計測装置、AEセンサ、AEセンサ取り付け治具などのアクセサリなど、AE関連の設備を御用意し、他社より安価にレンタルをご提供しています。フィジカルアコースティクス(Physical Acoustics)のハンディ―タイプの計測器であるポケットAE(Pocket AE)や、USBでコンピュータに接続して使用できる1283 USB AE NODE、8CHで高精度、高速度でAEが計測できるExpress-8、2CHで高速、高精度にAEが計測できる、AE計測装置の世界標準と言っていいPCI-2、藤村クレストの設備診断新ステムであるFCAS-M101、信和産業のFirst AEシリーズのEdge Node Discovery SEGやOcearn、米倉製作所のAEEDYシリーズなどを御用意しています。また、AEセンサやAEセンサ取付治具、プリアンプなどのアクセサリなどもご提供できます。
当社ではさらに、レンタルでAE装置をお貸出しするだけでなく、操作指導や計測されたAEのデータの評価をお手伝いしたり、材料試験などでは、試験機の御用意や試験を依頼できる試験会社などのご紹介もお手伝いさせて頂きます。ご安心してお利用して下さい。
当社セトラのホームページの「AEセンサ」や「計測装置」もご参考にして下さい。

レンタル、AE計測装置、AEセンサ、ウェーブガイド等 - 非破壊検査協会学会誌に解説
非破壊検査協会の学会誌Vol.71,No.6,Junの特集「再生エネルギー大量導入に貢献するAE法」に解説を投稿しました。内容は「風力発電設備および太陽光発電へのAE適用事例」で、風力発電設備のブレードの診断、増速機の診断、発電機のモータの診断、太陽光発電におけるソーラーパネルのAEによる診断方法を解説しています。本学会誌には、地熱発電や石炭地下ガス化など、再生可能エネルギーに関するAEの利用方法が開設されていますのでご参考にして下さい。
非破壊検査協会解説 - 機械学会で状態監視と診断技術の講習会
機械学会で状態監視と診断技術の講習会:ISO・JIS・学会基準委員会により、「グローバル技術者必須!!機械の状態監視と診断技術 基礎・実践ノウハウと応用例・規格(初心者向け,初中級者向け)」の開催が決定しました。開催日は2022年11月11日と11月18日です。当社セトラの西本もAEに関する内容で講習に参加しています。今年は、初級編と中級者向けに分けて、より詳細に学ぶことができます。機械学会で状態監視技術の講習会が実施されるのも3回目。常に、たくさんの方が参加されています。
詳細は、下記の機械学会のホームページを御覧下さい。https://www.jsme.or.jp/event/22-72/
機械学会講習会 - トライボロジーのトップインタービューで紹介される
- 3月のAEによる設備診断例
3月はAEによる設備診断件数が非常に多い月でした。・風力発電のモーターのクリープ ・撹拌機のメカニカルシール ・ポンプの軸受 ・ダイヤフラムポンプ ・撹拌機の撹拌終了検出 ・造粒機の軸受とギヤー ・造粒機の造粒状態の把握 ・ワイヤーロープの素線の欠損 ・セラミック研削時の欠損の評価 ・切断刃の摩耗 ・スライド機構の摩耗評価 等
- YouTubeに計測装置の説明を追加
YouTubeにAEのビデオ講習として、AEの計測装置についての講座を追加しました。研究用の高性能なAE計測システムから、現場での計測に便利なハンディータイプのAE装置、現場やIoTの用途に適した現場用AE検査装置などについて説明しています。また、AEセンサの講座も公開致しました。AEセンサの構造から、計測におけるAEセンサの設置方法なども説明しています。合わせてご視聴頂ければ、よりよくご理解頂けます。視聴は下記より。
- YouTubeでも講習公開
- AEの講習ビデオを配信
AEに関する技術をできるだけ簡単にご理解頂き、たくさんの方にAEを活用して頂けるように、講習ビデオの提供を開始しました。現在、「基礎編」と「軸受編」を御用意しています。まずは、「基礎知識」を御覧下さい。御覧になってAEを使ってみようと思われたら、御遠慮なくご連絡下さい。内容は順次増やしていきますが、内容にご希望があればご連絡下さい。
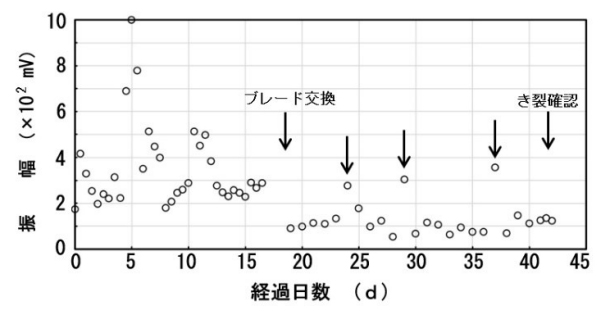
- プレス機の駆動部のき裂評価
プレス機の駆動部は回転数が低速であることや、加工による衝撃が大きいことから、振動法等による判断は困難です。また、AEを利用しても、加工により多数のAEが発生し、単純なレベル比較では判断できません。しかし、プレス機特有の動きを利用することで診断することができます。その方法は、プレス加工は常に同じ加工が繰り返されるので、1回の加工で発生するAEのパターンは類似することを利用します。詳細は、「設備診断」に計測結果の資料があります。ご参考に
加工1回ごとのAEの発生パターンを評価し、歯車にき裂や摩耗が進行した場合には、基本パターンに損傷進行によるAE量がプラスされることを評価する。
- SETLa(セトラ)のロゴ決定
弊社SETLa(セトラ)のロゴが決定しました。M SPACE DESIGNの前川様のデザインです(ロゴデザインオフィス – M SPACE DESIGN (m-space-design.com))。基本は、弊社の企業理念であるSoundness Evaluation(健全性評価)のSE。評価の正確さを角ばった形で表現しました。

- 混合完了を評価
ハンバーグ製造工程の中の、複数の肉と調味料を混合する混合設備にて、混合の完了を評価した。均一に混合されていないと、それぞれの材料が混合器の内側をこするので、摩擦と相関のあるAEのRMSあるいはエネルギーがばらついた。均一に混合されると、この摩擦は一定になるので、AEの変動が小さくなった。AEの変動から混合完了を判断することができるので、無駄に混合する必要がなくなり、時間と電力の削減につながります。AEの摩擦との関係は「基礎知識」を御覧下さい。
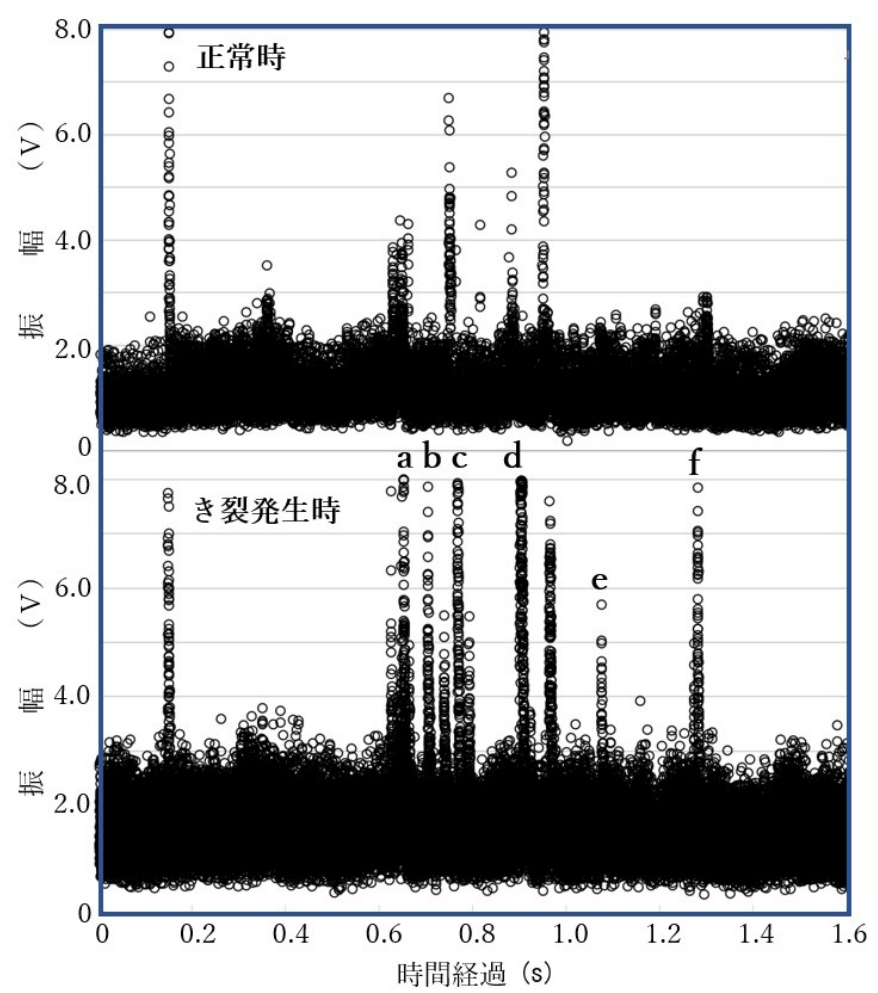
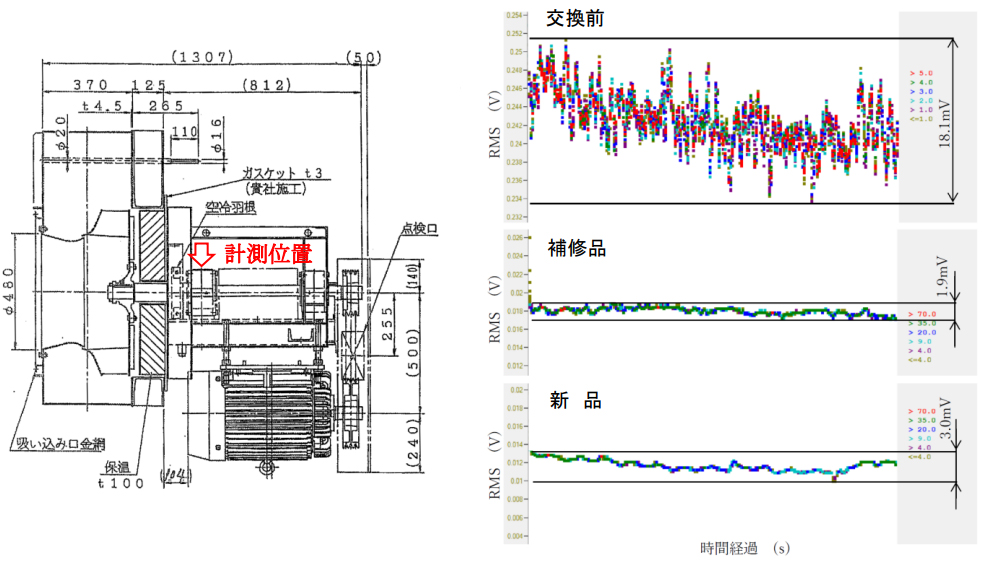
- ファンのき裂診断を実施
ファンのブレードのき裂の進行を評価しました。回転周期と類似した間隔で発生するAEも観察されましたが、多数は発生が不定期でした。AE検査後の非破壊検査、蛍光探傷で、き裂が検出されました。補修後にAEを計測すると、AEの発生は認められませんでした。「設備診断」もご参考にして下さい。
- AEによる低価格な軸受の診断サービス開始
- ポリテクセンター中部でAEの講習会
ポリテクセンター中部で、今年も10月にAEの講習会の開催が決定しました。講師は、メンテクノオフィスの井上紀明様と、当社SETLaの西本が担当します。詳細は、ポリテクセンター中部のコース番号M6061をご参考にして下さい。内容は、本ホームページの「基礎知識」や「設備診断」を中心にした講義により、知識面でAEの基礎知識を習得します。さらに、実際の計測器を使用して材料試験や加工中のAEを計測し、AEに関する理解をより深めます。なお、講習の案内に、「金属材料、材料力学の基礎知識がある方」とありますが、全く必要ありませんので、ご安心してご参加して下さい。
- ロータリーポンプの軸受とローターを診断
ロータリーポンプの軸受の診断を行った。AEのエネルギーが、回転周期で変動するのが観察された。AEが回転周期で発生する原因としては、ローター、軸受、シールの損傷が考えられる。分解調査の結果、シールに通常より激しい損傷が認められた。(「設備診断」参照)計測器は、FCASを使用し、AEセンサはフィジカルアコースティクス社の60kHz共振型のPK6Iを使用した。
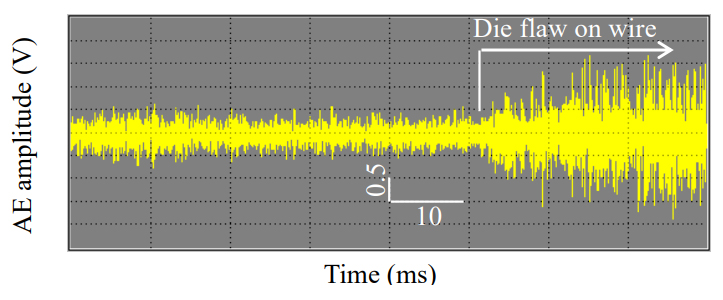
- 引き抜き加工におけるダイス傷の評価
- 撹拌機の軸受の焼き付きを評価
軸受の摩耗の進行によりAEのエネルギーが増加しました(「基礎知識」参照)また、AEのエネルギーのばらつきを検討するために標準偏差を検討しました。焼き付き前に、標準偏差が低下して、その後に急増する傾向が認められました。局部的な摩耗から全面摩耗に移行すると、摩耗する面積が大きくなってばらつきが小さくなると考えます。
- メカニカルシールを評価
一般的に、メカニカルシールが損傷して漏洩する前には、シールする液体や気体がシールの接触面に侵入して摩擦係数を下げて、AEが小さくなります。しかし、今回の測定では、メカニカルシールの損傷が激しく、AEのエネルギーが急増しました。「設備診断」もご参考に
- 風力発電設備を評価
- シリンダ式冷凍機を評価
シリンダ式冷凍機の場合に発生するAEの特徴は、弁の開閉、シリンダ摺動(摩擦・摩耗状態)、軸受のき裂、摩耗により発生するAEが合成されて検出されます。軸受に関しては「設備診断」をご参考に
- 日本フィジカルアコースティクス業務停止
日本フィジカルアコースティクス株式会社が業務を停止しました。購入した装置等についてのサポートおよびお問い合わせは、03-5816-8531。SETLaでもお受け致します。